Las
cartas de control se utilizan para chequear la estabilidad de un proceso.
Cuando se evalúa cuan efectiva es una carta de control para detectar cambios en
los parámetros de un proceso se pretende que los mismos sean detectados
inmediatamente después de que ocurran, que la tasa de falsa alarma sea baja y
que la tasa de muestreo sea razonable.

Las cartas de control enfocan
la atención hacia las causas especiales de variación cuando estas aparecen y
reflejan la magnitud de la variación debida a las causas comunes.
Las causas
comunes o aleatorias se deben a la variación natural del proceso.
Las causas
especiales o atribuibles son por ejemplo: un mal ajuste de máquina,
errores del operador, defectos en materias primas.
Se
dice que un proceso está bajo Control Estadístico cuando presenta
causas comunes únicamente. Cuando ocurre esto tenemos un proceso estable y
predecible.
Cuando
existen causas especiales el proceso está fuera de Control Estadístico; las
gráficas de control detectan la existencia de estas causas en el momento en que
se dan, lo cual permite que podamos tomar acciones al momento.
Ventajas:
· Es
una herramienta simple y efectiva para lograr un control estadístico.
· El
operario puede manejar las cartas en su propia área de trabajo, por lo
cual puede dar información confiable a la gente cercana a la operación en el
momento en que se deben de tomar ciertas acciones.
· Cuando
un proceso está en control estadístico puede predecirse su desempeño respecto a
las especificaciones. En consecuencia, tanto el productor como el cliente
pueden contar con niveles consistentes de calidad y ambos pueden contar con
costos estables para lograr ese nivel de calidad.
· Una
vez que un proceso se encuentra en control estadístico, su comportamiento puede
ser mejorado posteriormente reduciendo la variación.
· Al
distinguir ente las causas especiales y las causas comunes de variación, dan
una buena indicación de cuándo un problema debe ser corregido localmente y
cuando se requiere de una acción en la que deben de participar varios
departamentos o niveles de la organización.
Cartas de control por variables y
por atributos

En
Control de Calidad mediante el término variable se designa a
cualquier característica de calidad “medible” tal como una longitud, peso,
temperatura, entre otros. Mientras que se denomina atributo a las
características de calidad que no son medibles y que presentan diferentes
estados tales como conforme y disconforme o defectuoso y no defectuoso.
Según
sea el tipo de la característica de calidad a controlar así será el
correspondiente Gráfico de Control que, por tanto, se clasifican en Cartas de
Control por Variables y Cartas de Control por Atributos
Utilidad:
Las
cartas de control se utilizan para chequear la estabilidad de un proceso. En
este contexto el proceso se dice que está bajo control estadístico si el o los
parámetros de la distribución de probabilidad de una característica de calidad
bajo estudio, permanecen invariables en el tiempo. Si un cambio se produce en
alguno de ellos el proceso se dice que está fuera de control. Cuando se evalúa
cuan efectiva es una carta de control para detectar cambios
En los parámetros de un proceso se pretende que
los mismos sean detectados
Inmediatamente después de que ocurra, que la tasa de falsa alarma
sea baja y que la tasa de muestreo sea razonable. Una medida para la tasa
promedio de muestreo se obtiene usando el número promedio de observaciones
hasta que se produce una señal. El número de observaciones requeridas hasta una
señal se denomina usualmente Longitud de Corrida de la carta de control. El
número promedio de observaciones que deben graficarse antes de que una de ellas
indique una condición fuera de control es la Longitud de Corrida Promedio
(LCP).Cuando el proceso está bajo control o cuando se produce un cambio, la LCP
puede evaluarse mediante cálculos probabilísticas.
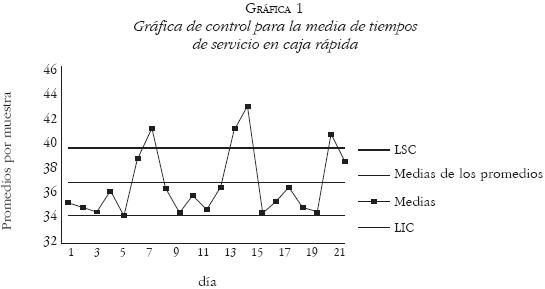
Ejemplos Básicos de cuando un proceso
está fuera de control, se puede observar en una gráfica
El Western Electric Handbook (1956) nos indica varios casos cuando
el proceso está fuera de control.
Caso 1: Un punto fuera de las líneas
de control de 3 - sigma
Caso 2: 2 puntos consecutivos ó 2
puntos de 3 puntos consecutivos más allá de los límites de advertencia 2 –sigma.
Caso 3: 4 de 5 puntos consecutivos
se encuentran a una distancia de una sigma o más de la línea central.
otras señales que nos indican cuando el proceso esta fuera de control son las llamadas causas comunes, las cuales se mencionaron antes como: mal ajuste de las maquinas, defectos de la materia prima, mal manejo del operador, entre otras.
Caso 4: 8 puntos consecutivos se
hallan al mismo lado de la línea centra
Referencia
N. Moretto y L. Toscana. “Desempeño de Cartas de Control para
Observaciones Individuales”. Revista de la Escuela de Investigación Operativa,
Año XIII, Nº 26, (2005), pp. 39 -59.
No hay comentarios.:
Publicar un comentario